คำว่าเทคโนโลยี Clamping คือคำที่เหมาะสมที่สุด และไม่ดูเกินจริง เพราะการ Clamping ในงาน CMM บางคนอาจจะจะคิดว่าก็แค่การยกชิ้นงานขึ้นเพื่อการวัดชิ้นงาน 3 มิติ แต่จริงๆแล้วการใช้งานของ Clamping นับเป็นหนึ่งในหัวใจหลักของการวัด CMM
เพราะการ Clamping และการออกแบบสำหรับการวางชิ้นงานนั้น จำเป็นจะต้องมีการคำนวนต่างๆ องศาหน้าการวาง ทิศทางหรือหน้า (faces) ของชิ้นงาน และ ในการที่ Clamping จำเป็นที่จะต้องมีการออกแบบขึ้นมานั้น ก็เพราะว่าในขณะที่ทำการวัดแต่ละครั้ง Clamping ที่ดี จะทำให้เราหลีกเลี่ยงอุปสรรคต่างๆ ที่มาจากองศาชิ้นงาน หรือ การวัดตามหน้าต่างๆของชิ้นงานแล้วถูกบดบงวิสัยการวัด ดังนั่น Clamping จึงจำเป็นต้องมีการออกแบบที่ดี
และแน่นอนในการ Clamping ก็จะถูกแบ่งออก และออกแบบตามการใช้งาน เพื่อการจัดวางแท่นวางให้เหมาะสมต่อการวัด เช่น การวัด CMM, Vision System, Articulating arm, 3D Scanner, Profile projector หรืออุปกรณ์วัดชิ้นงานต่างๆ และ Clamping คือส่วนช่วยที่ให้การวัดง่ายขึ้นและดีขึ้น และ เทคโนโลยี Clamping ทำให้เราสามารถพบเจอ Component ต่างๆ หลายแบบ หลายประเภท นับร้อยนับพันแบบ
Clamping และ Holding การใช้งานจะถูกแบ่งออกไปตามชิ้นงาน
Clamping คือการยึดจับชิ้นงาน รับแรงน้ำหนักของชิ้นงาน และ Fixture ที่ใช้ใน Clamping จะถูกนำไปใช้ในส่วนมากใน การวัดต่างๆ และเมื่อไรที่มีแรงไปกระทำมากเกิน หรือ การเคลื่อนที่ของเครื่องจักร มักจะทำให้ตำแหน่งของชิ้นงานคลาดเคลื่อน
Holding คือการ ยึดจับชิ้นงานในตำแหน่งที่ถูกกำหนดไว้ โดยไม่มีแรงผลัก แต่ในลักษณะของ เครื่องดูด Vacuum แม่เหล็ก หรือการง้างยึดจับ
ในการยึดจับชิ้นงาน 1 ชิ้น ให้สมบูรณ์มากยิ่งขึ้นใน องศาการวางที่อิสระ (Degrees of freedom) และระบบการวัด Tactile measurement หรือระบบการกระจายแรง ที่เหมาะกับการวัด CMM (Coordinate Measuring Machine)
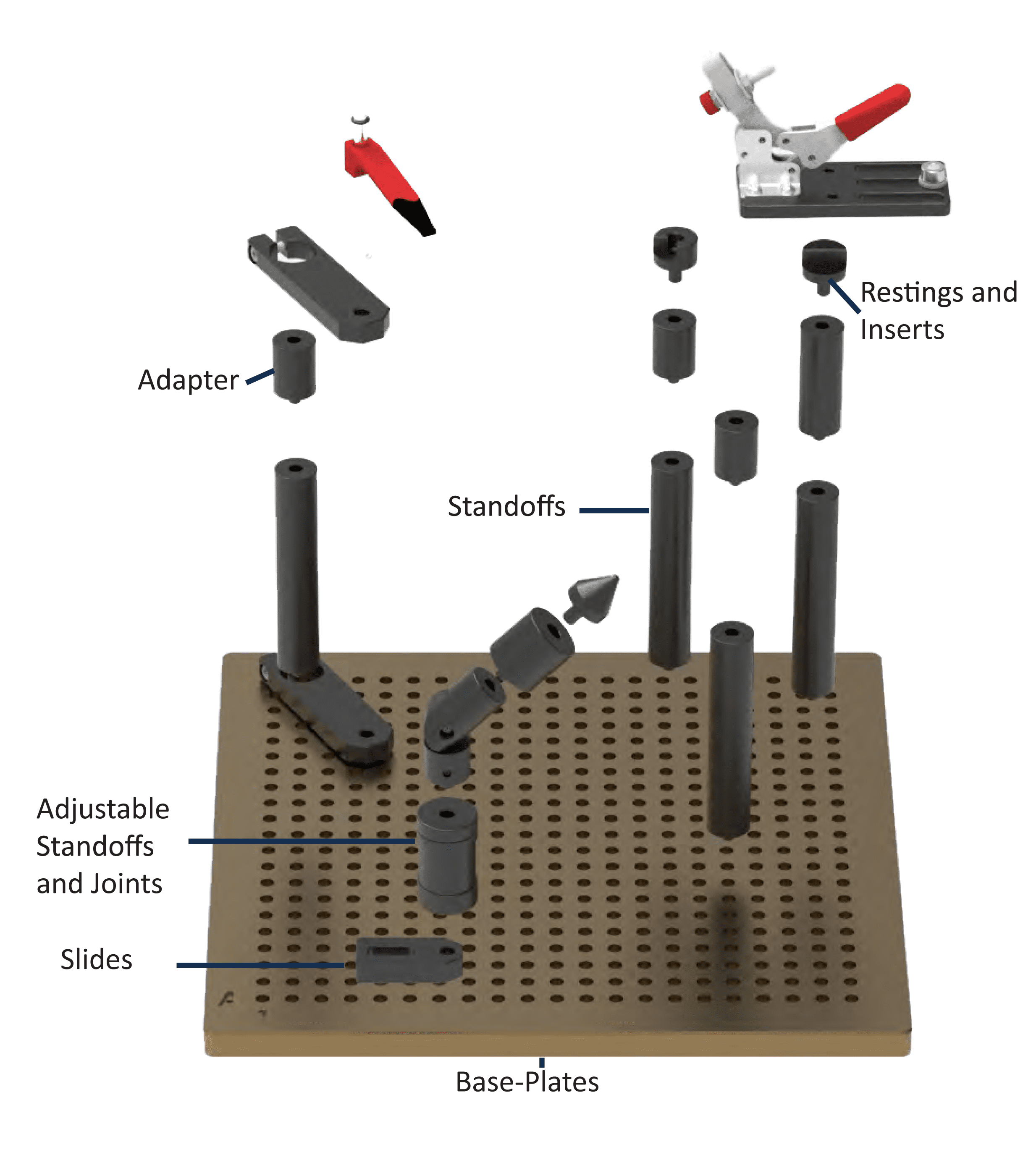
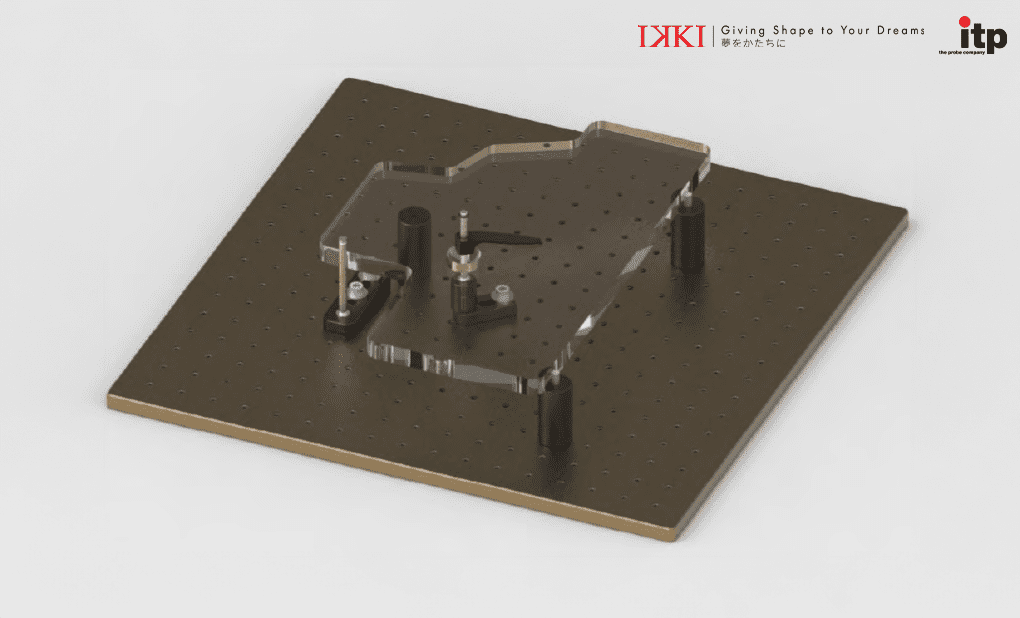
โดยชิ้นงานจะถูก ซัพพอร์ทด้วย จุด 3 จุดของอุปกรณ์ที่ติดตั้งกับ เพลทหลัก (Base Plate) โดยในรูปภาพประกอบ เราจะเห็นด้วยกัน 3 เสาหลัก และยึด Z-axis เป็น axis หลัก
2 จุดสัมผัส หรือ 2 Contact points จะทำหน้าที่โดยการ ป้องกันการหมุนของชิ้นงานบน เพลทหลัก โดยตำแหน่งในการวาง คือ 2 เสา จะอยู่ในระนาบเดียวกัน ของด้านนึงของชิ้นงาน เพื่อป้องกันการหมุ่น และ ป้องการการ Offset ของ เพลทที่สองด้วยเช่นกัน
1 จุดรับแรง Counter point โดยหน้าที่หลักคือการป้องกันไม่ให้ชิ้นงานเคลื่อน และส่วนมากจะจำเป็นต้องคำนึงถึง หากชิ้นงานมีความไม่สเถียรจากน้ำหนักของตัวชิ้นงานเอง
และจากในรูปประอบเราจะเห็นได้ว่า 3จุดหลัก และจุดที่เหลือจะทำหน้าที่ เป็นส่วนเสริมให้กับชิ้นงาน เช่น แขน Clamping ตรงกลาง เพื่อยึดจับ ไม่ชิ้นงานเคลื่อน (ชิ้นงานมีรูตรงกลาง) หรือแขนควบคุมการเคลื่อนของชิ้นงาน

Digital marketing and Content designer of IKKI Thailand
ตลาดอุตสาหกรรม นับเป็นตลาดที่ใหญ่ที่สุดอันดับต้นๆของประเทศ และการเข้าใจตลาดของอุตสาหกรรม ในทัศนคติของตัวผมเอง ผมมองคำว่า User Experience หรือ ประสบการ์ณการใช้งานของผู้ใช้งาน เป็นหัวใจหลักของการเข้าถึงตลาดอุตสาหกรรม
ในทุกๆครั้ง คำถามมากมายที่ผมมักถามตัวเองผมเองก่อนเสมอ… สินค้าจะไปเพิ่มอะไรในโรงงาน คุณภาพการผลิตเพิ่มขึ้นไหม ระบบการทำงานจะมีการเปลี่ยนแปลงไหม ระบบการทำงานดีขึ้นไหม ผลตอบแทนที่ได้รับจากการลงทุน…
ซึ่งการตอบคำถามต่างๆเหล่านี้ อันดับแรก คือการมองเห็นศักยภาพของสินค้าของเรา หน้าที่เราจึงเป็นการที่เราจะต้องเข้าใจ ระบบการทำงานในโรงงานทั้งหมด ในสินค้าของเรา และการใช้งานของสินค้า เพื่อการมอบ User Experience ที่ยอดเยี่ยมให้กับลูกค้า