
Dial Test Indicator หรือ ไดอัลเทสอินดิเคเตอร์ ที่เราอาจจะรู้จักกันในชื่อ นาฬิกาวัดเปรียบเทียบ และด้วยเหตุผลของคำจำกัดความภาษาไทย ที่มีการใช้คำจำกัดความว่า “เปรียบเทียบ” เพราะด้วยหลักการของ ไดอัลเทส ที่จะใช้การเบี่ยงเบนของสไตลัส จากค่า 0 ในการหาค่าของที่เปลี่ยนแปลงไปจาก 0
คำว่าเปรียบเทียบเลยถูกใช้ในการบ่งบอกถึงเครื่องมือวัด Dial Test Indicator
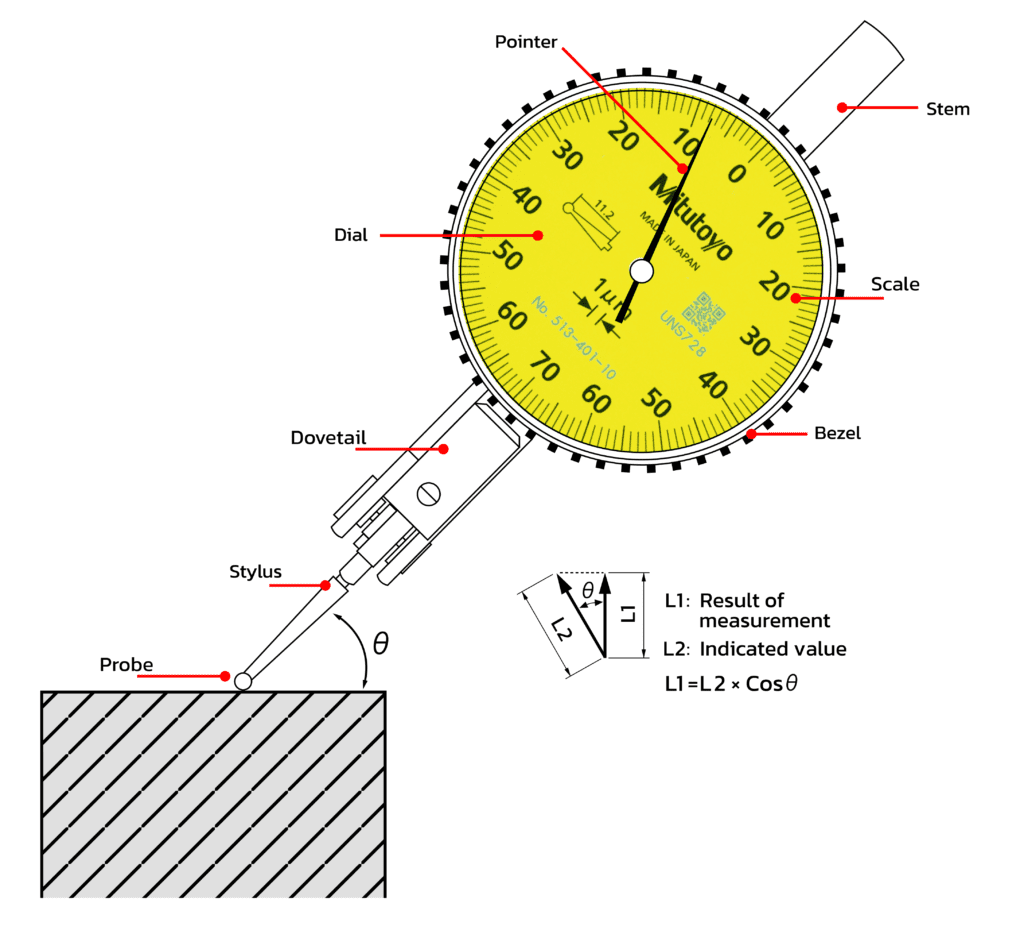
เข็มบนหน้าปัด Indicator ที่ใช้ในการชี้วัด ผลของการวัด
ขอบหน้าปัดของ ไดอัลเทสอินดิเคเตอร์ สำหรับจับในการหมุนหน้าปัดให้ตรงกับเข็ม Pointer เพื่อเริ่มต้นการวัด หรือก็คือการทำ Zero Setting
สเกลที่ใช้ในการวัดระยะ และผลการวัด โดยความที่ของสเกลหรือระยะห่างแต่ละช่องจากถูกกำหนด ไปตามคำสั่งซื้อของ หน้าปัด Scale ที่ต้องการ
ร่องสำหรับจัดยึดกับ Stem หรือ ขาตั้ง
จุดเชื่อมต่อแกนหมุนของสไตลัสและตัวเครื่อง
สไตลัสที่จะติดตั้งเข้ากับแกนหมุน ที่จะขยับตอนที่ทำการวัด หรือ การตั้งค่าของสไตลัสก่อนทำการวัด เพื่อทำมุมองศาที่ถูกต้อง
ส่วนหัวที่สัมผัสกับชิ้นงานโดยตรง ในขณะที่วัด
ก้านสำหรับต่อเข้ากับ Dovetail สำหรับการเพิ่มและเปลี่ยนทิศทางในการใช้งาน ไดอัลเทส
ด้วยการทำงานของ สไตลัสและ Pivot (แกนหมุน) สองส่วนนี้จะทำงานร่วมกัน เพื่อหาผลจากการเบี่ยงเบนจากค่า 0 หรือที่เรารู้จักกันดีของ การเปรียบเทียบค่า
เช่น ค่า 0 คือค่าที่เริ่มจากจุดนี้ที่ผู้ใช้งานตั้งไว้ และเมื่อจากค่า 0 มีการเปลี่ยนแปลงเบี่ยงเบนมากขึ้น ก็จะได้ผลการวัดออกมา เช่นในความสูงที่ 1.0mm ที่ถูกตั้งไว้ และชิ้นงานที่มีความสูง 1.2mm เมื่อเข้ามาสัมผัสกับ ไดอัลเทส ค่าที่เพิ่มขึ้นก็จะเพิ่มขึ้น 0.2mm ซึ่งเราก็จะพอได้ว่าชิ้นงานมีความสูง 1.0mm + 0.2mm
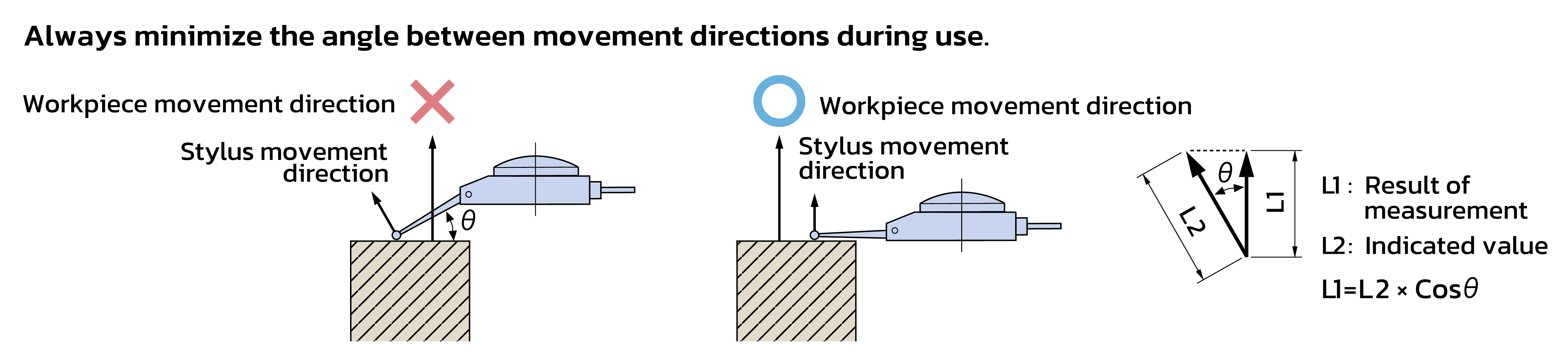
ด้วยแรงที่กระทำจากวัตถุที่ต้องการวัด ไปที่การขยับของสไตลัส หากการเคลื่อนที่ของสไตลัสไม่ได้สอดคล้องกับการเคลื่อนที่ของวัตถุชิ้นงาน
อาจจะทำให้ค่าการวัดแสดงผลออกมาผิดพลาด และทำให้ค่าความแม่นยำของการวัดลดลงไปด้วยเช่นเดียวกัน
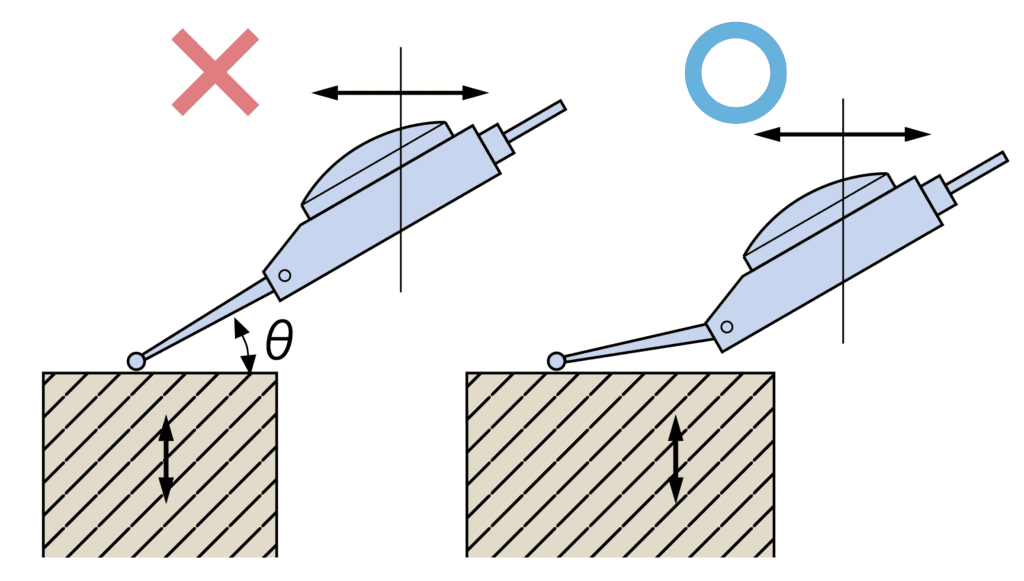
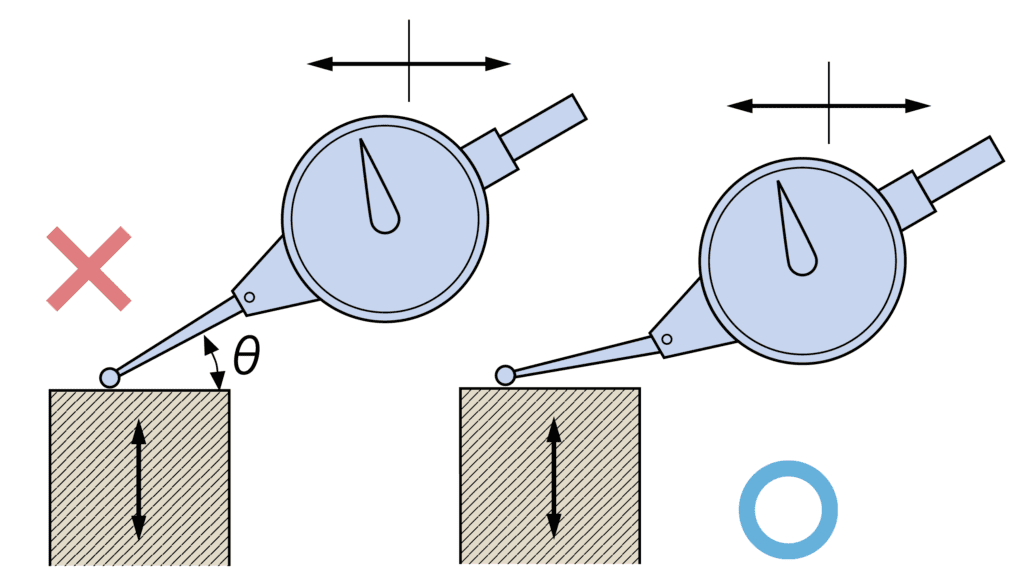
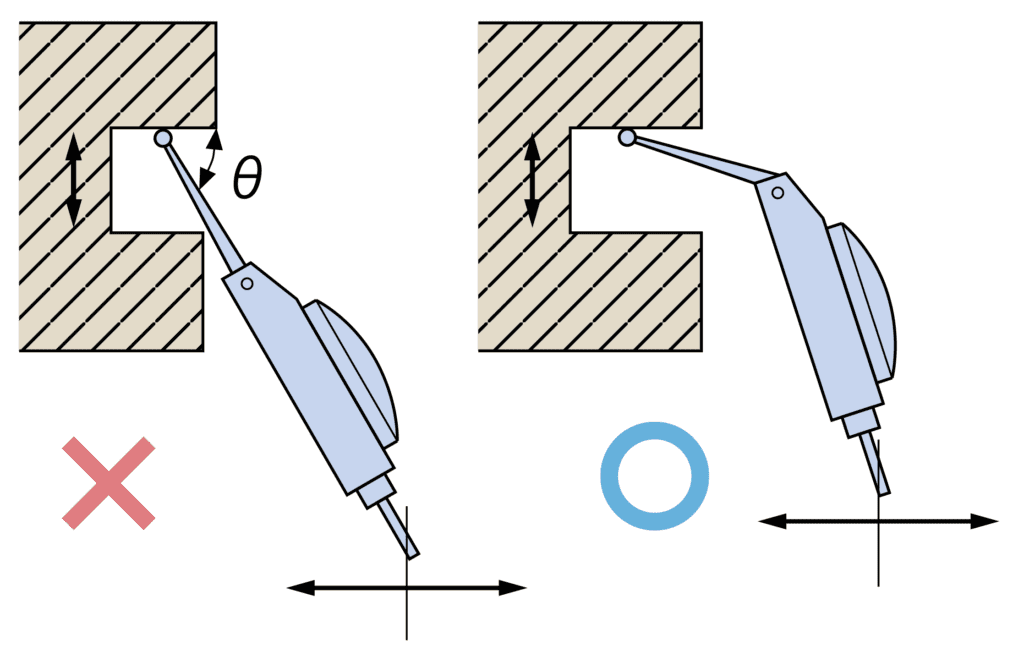
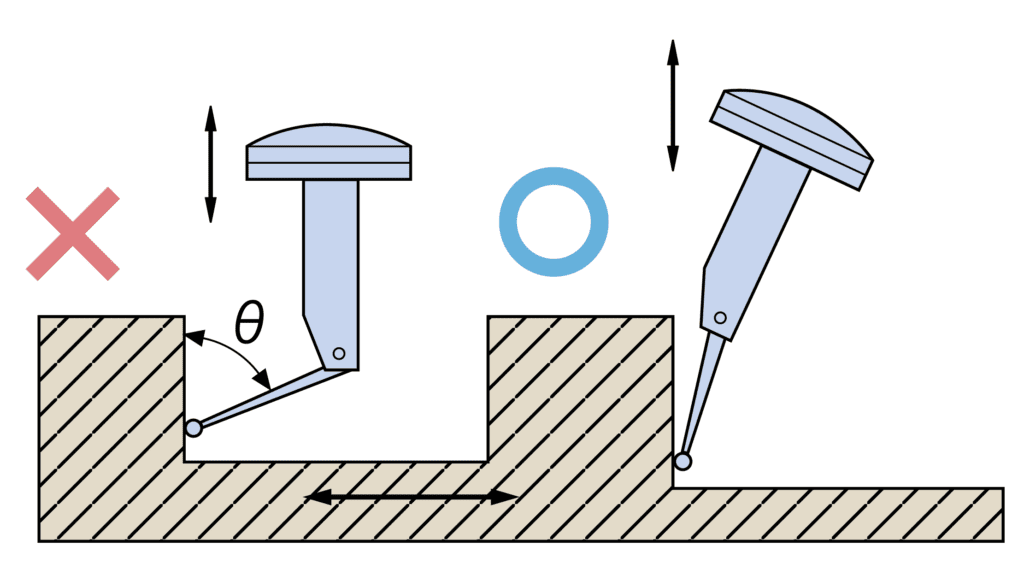
โดยในการเคลื่อนที่ของการวัดที่ผิดพลาดจากมุมที่เกิดขึ้น จะเรียกว่า Cosine effect หรือก็คือข้อผิดพลาด
ที่เกิดมาจากการวัดขนาดของชิ้นงาน โดยชิ้นงานไม่ตั้งฉากกับแนวแกนของเครื่องมือวัด (นอกจากไดอัลเทส ยังสามารถเกิดขึ้นได้กับเครื่องมือวัดในหลายๆ ประเภท)
โดยผู้ใช้งานจำเป็นที่จะต้องให้ไดอัลเทส และชิ้นงานเกิดองศาให้ได้น้อยที่สุด โดยจากในรูปจะอธิบายเบื้องต้นของการหลีกเลี่ยง
และหากมีองศาที่ไม่สามารถหลีกเลี่ยงได้เกิดขึ้น เราจึงจะต้องมีการแทนค่า ออกมา โดยสูตรในการคำนวนจะอ้างอิงจาก
ผลการวัดจริง = ผลการวัดบนหน้าปัด x ค่าของการแทนค่า
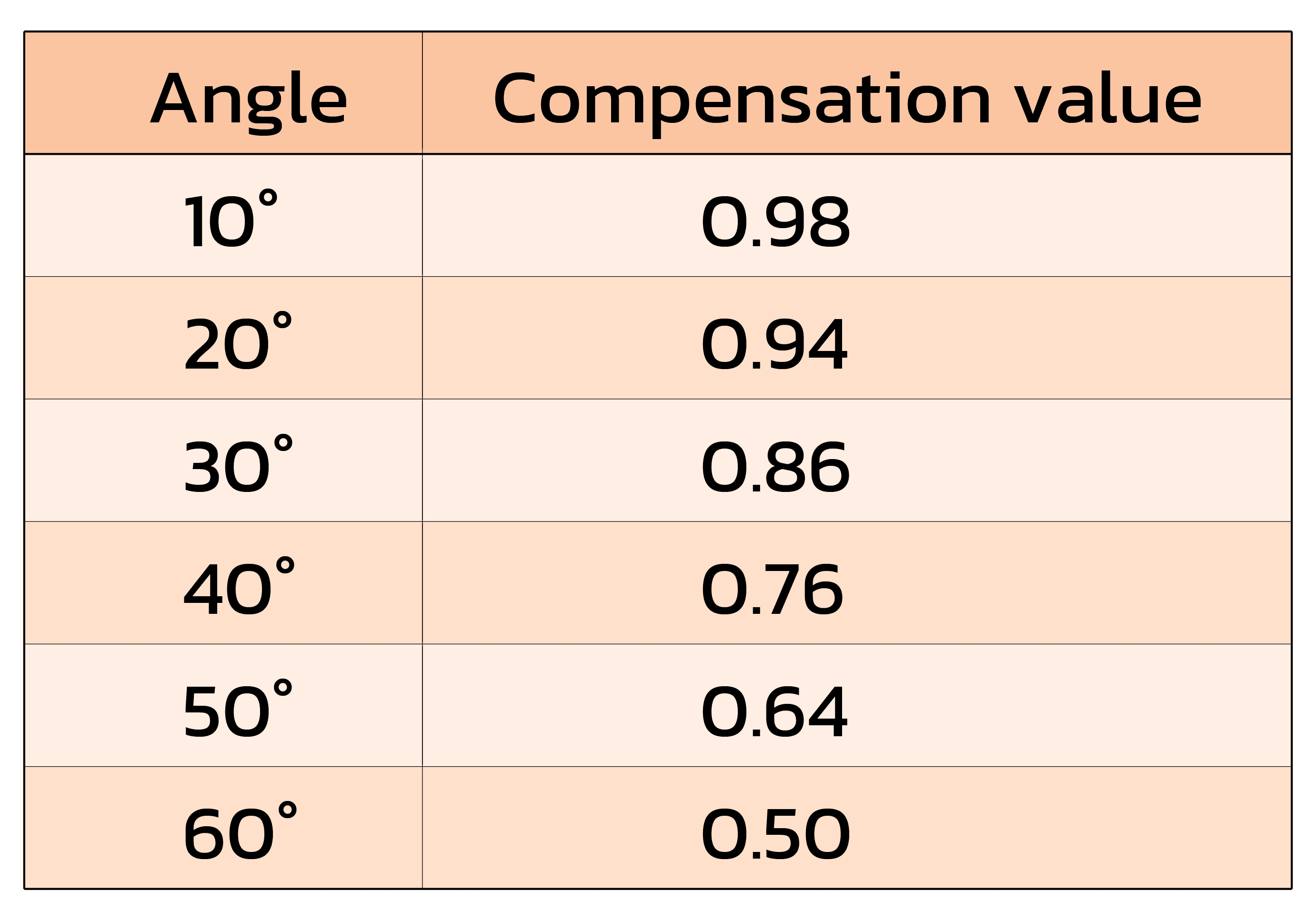
*แทนค่าตามตาราง Compensating for non-zero angle
ตัวอย่างการแทนค่า :
ถ้าผลการวัดบนหน้าปัดได้ 0.200mm ในมุมองศา θ ที่แตกต่างกัน
θ = 10˚, 0.200mm×.98 = 0.196mm
θ = 20˚, 0.200mm×.94 = 0.188mm
θ = 30˚, 0.200mm×.86 = 0.172mm

Digital marketing and Content designer of IKKI Thailand
ตลาดอุตสาหกรรม นับเป็นตลาดที่ใหญ่ที่สุดอันดับต้นๆของประเทศ และการเข้าใจตลาดของอุตสาหกรรม ในทัศนคติของตัวผมเอง ผมมองคำว่า User Experience หรือ ประสบการ์ณการใช้งานของผู้ใช้งาน เป็นหัวใจหลักของการเข้าถึงตลาดอุตสาหกรรม
ในทุกๆครั้ง คำถามมากมายที่ผมมักถามตัวผมเองก่อนเสมอ… สินค้าจะไปเพิ่มอะไรในโรงงาน คุณภาพการผลิตเพิ่มขึ้นไหม ระบบการทำงานจะมีการเปลี่ยนแปลงไหม ระบบการทำงานดีขึ้นไหม ผลตอบแทนที่ได้รับจากการลงทุน…
ซึ่งการตอบคำถามต่างๆเหล่านี้ อันดับแรก คือการมองเห็นศักยภาพของสินค้าของเรา หน้าที่เราจึงเป็นการที่เราจะต้องเข้าใจ ระบบการทำงานในโรงงานทั้งหมด ในสินค้าของเรา และการใช้งานของสินค้า เพื่อการมอบ User Experience ที่ยอดเยี่ยมให้กับลูกค้า