
MSA ย่อมาจาก Measurement System Analysis ซึ่ง ระบบการวิเคราะห์การวัด ประเมินความถูกต้องและความแม่นยำของการวัด เพื่อการวิเคราะห์และทราบถึงผล และความน่าเชื่อถือของข้อมูลที่ได้รับการวัดมากน้อยแค่ไหน
ด้วยการวิเคราะห์การวัด จะประกอบด้วยองค์ประกอบอยู่ 4 ส่วนหลักๆ
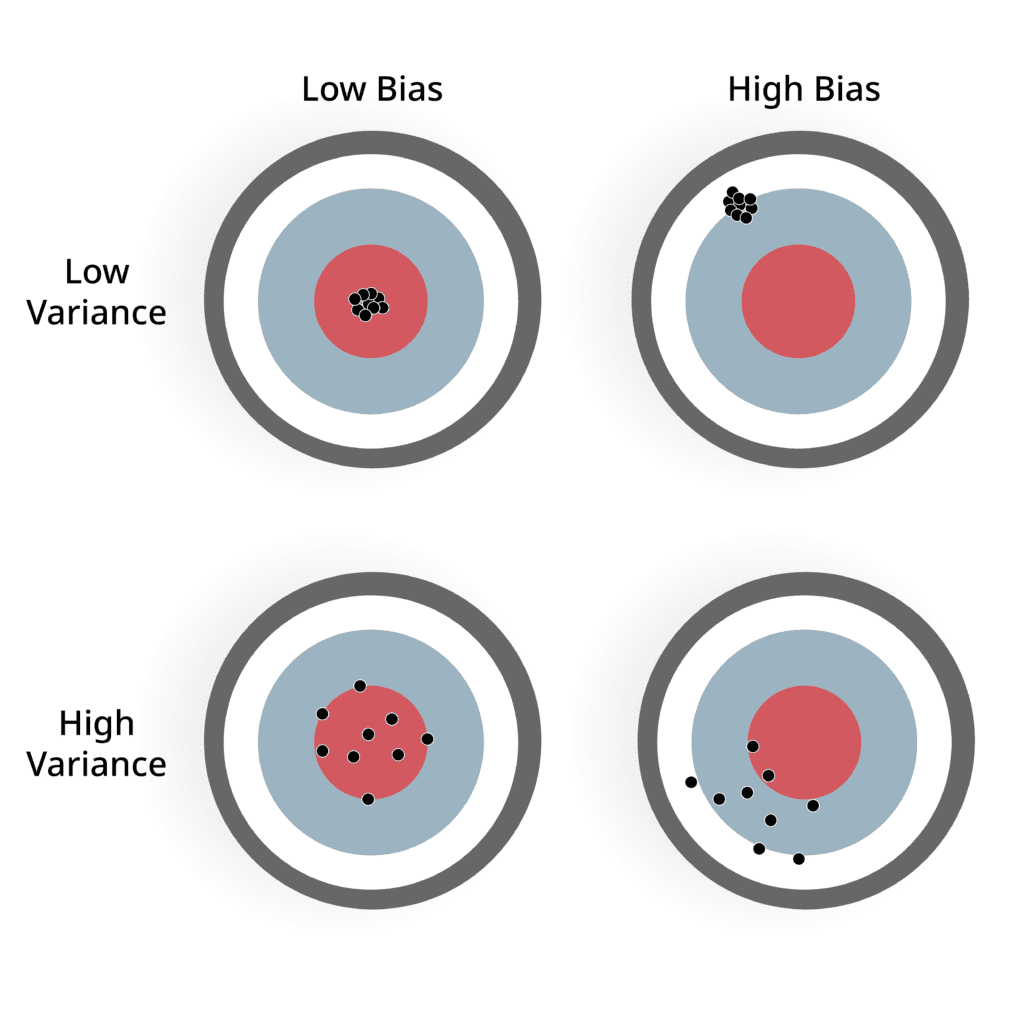
โดยการอ้างอิงและความน่าเชื่อถือ จะถูกกำหนดด้วย ความแม่นยำ Accuracy และ ความเที่ยง Precision (บทความ Accuracy และ Precision)
และแน่นอนสิ่งสำคัญของการควบคุณภาพ คือการวัดตรวจสอบว่าสิ่งที่เราผลิตออกมา มีความแม่นยำและความเที่ยงแค่ไหน แต่ประเด็นในการใช้งาน MSA วิเคราะห์อยู่ที่ว่า ในการวัดของเราแต่ละครั้ง แต่ละเจ้าหน้าที่วัด แต่ละเครื่องมือในการวัด แต่ละสิ่งแวดล้อมตอนวัด มีความเชื่อถือได้ไหม หรือที่เกิดจากการแปรปรวนต่างๆ เช่น พนักงาน A และ B ที่ทำงานคนละกะ แต่กลับวัดค่ามาได้ไม่เท่ากัน และกลับไปทำความแปรปรวนของข้อมูลในการวัด การวิเคราะห์อื่นๆเพิ่มเติม จนอาจเป็นปัญหาที่บานปลาย และแก้ปัญหาไม่ถูกจัด
**ผมต้องขออธิบายเพิ่มเติม เกี่ยวกับการคำนวน และ ข้อมูลเจาะลึกของ GR&R ไปที่บทความหน้า
Repeatability คือ ความสามารถในการทวนซ้ำ เช่นการวัดที่บุคคลสามารถ ทวนซ้ำการวัด หรือได้ที่ค่าใกล้เคียงจากของเดิมมาก โดยไม่มีตัวแปรจากภายนอกมารบกวนหรือมาแปรเปลี่ยนผลลัพท์ หรือใกล้เคียงกับของเดิม (ในที่นี้รวมทั้ง เวลา สภาพแวดล้อม ความชื้น ตำแหน่งมือ ข้อมือ และปัจจัยอื่นๆ)
Reproducibility คือ ความสารถในการทำซ้ำ เช่นการวัดที่ในสภาพ ที่ตัวแปรภายนอกไม่สามารถควบคุมให้เหมือนเดิมหรือใกล้เคียงได้ เลยเป็นความสารถที่สามารถทำซ้ำได้ไหม
GR&R คือ การเก็บค่า การวัดทั้งหมดของ จำนวนชิ้นงานที่เท่ากัน จากบุคคลจำนวนนึงที่ทำการวัด เช่น คนวัด นาย A นาย B นาย C และชิ้นงานเดียวกัน 10 จำนวน และหลังจากเก็บค่าทั้งหมดแล้ว เราจะมีการคำนวนค่าเหล่านี้คือมาเพื่อค่าความแตกต่างสูงสุดของค่าเฉลี่ยน (X diff), ค่าเฉลี่ยพิสัย (Range) และ ค่า UCL ซึ่งในที่นี้ ค่า R ทุกค่าไม่ควรจะเกินค่า UCL
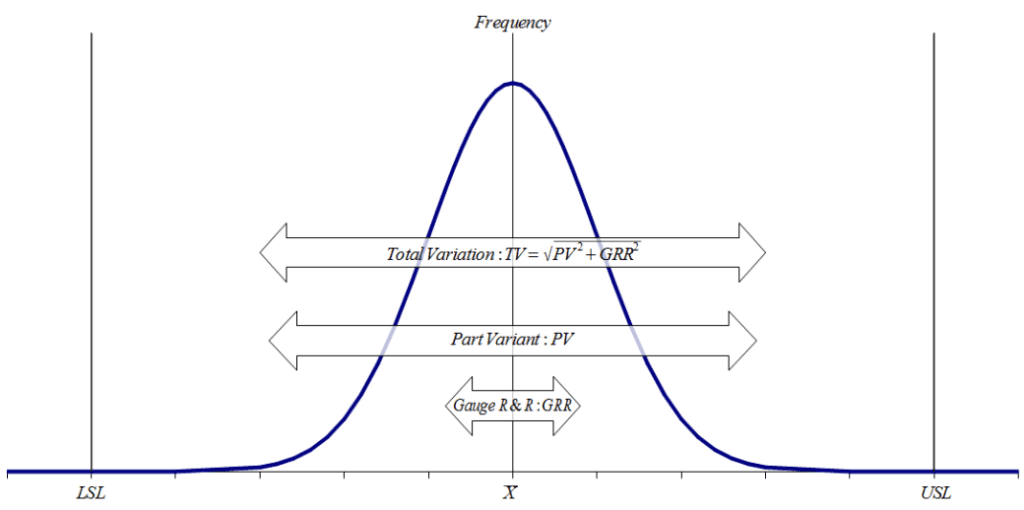
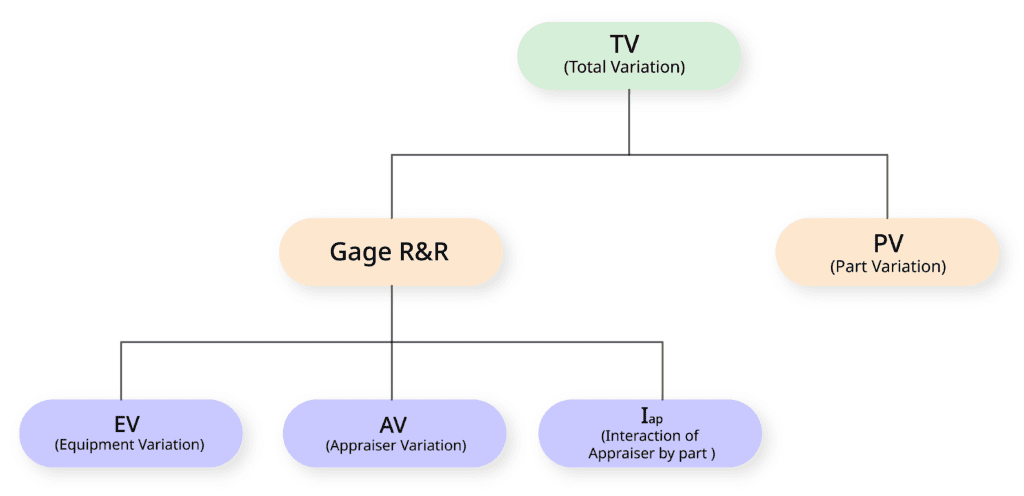
จะมีการคำนวน Reproducibility การผลิตซ้ำของคนวัดที่ต่างกัน และหาความผันแปรระหว่างกลุ่ม (Between group Variation) โดยจะมีค่าที่เราควรเข้าใจกันอยู่ 5 ค่า นั้นก็คือ EV AV GR&R PV TV
ค่าไบอัส (Bias) ทำหน้าที่ในการบอก ความคลาดเคลื่อนของการวัด โดยหลักการ คือการนำค่า การวัดลำดับที่ (i) ลบด้วยค่าอ้างอิง เช่น วัดได้ 1.5 แต่ค่าการวัดอ้างอิง คือ 1.1 ดังนั่น ค่าความโนมเอียง (Bias) = 0.4
![]()
![]()
และแน่นอนเรา ก็จะมีการหาค่าเฉลี่ยของ Bias ด้วยเช่นกัน ซึ่งก็เป็นเรื่องปกติในการหาปกติ สำหรับตารางการวัดต่างๆ
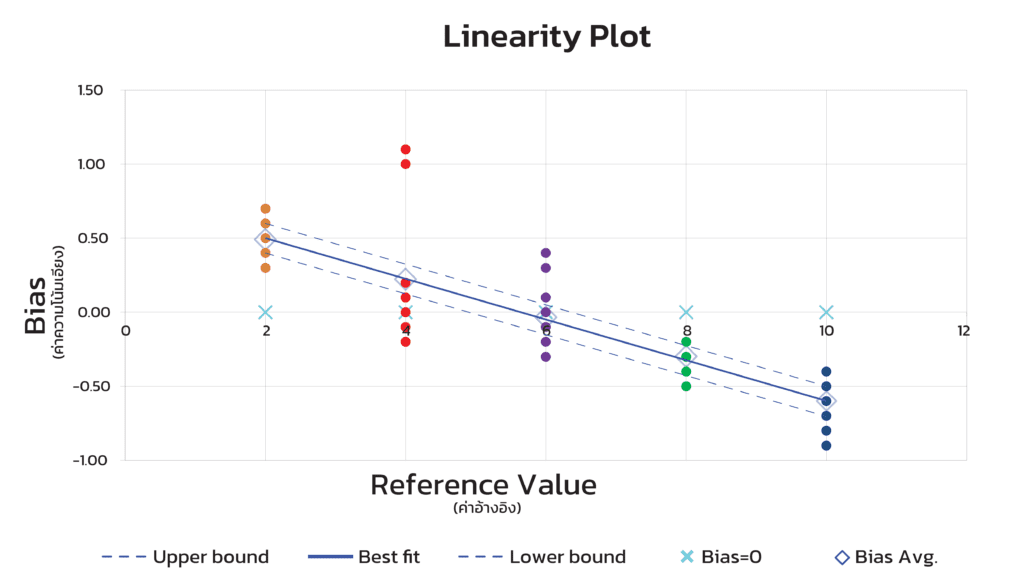
และจากค่า Bias เราจะนำค่าตรงนี้มาหาช่วงความเชื่อมั่น (Confidence Intervals) หรือการหาค่า Upper และ Lower

เราจึงบอกได้ว่า การวัดมีค่าความโน้มเอียงเท่าไร และวิเคราะห์ถึงความน่าเชื่อถือของการวัดออกมาได้ ภายใต้ความเชื่อมั่นที่ 95% (ระดับความเชื่อมั่น 95% ตัวเลขที่มีความเหมาะสมระหว่างข้อผิดพลาด และจำนวนที่รับได้)
Linearity คือการวิเคราะห์ในระบบเชิงเส้นตรง หรือถ้าให้พูดกันง่ายกว่าเดิมคือการ พล็อตกราฟ เพื่อดูถึงค่าการเติบโตหรือลดลง และค่า Bias มีความคงที่ไหม และหากมีการไขว้กัน ก็ไม่สามารถยอมรับได้เช่นเดียวกัน และหลังจากค่าทั้งหมด เราก็ยังสามารถวิเคราะห์เพิ่มเติมได้ เช่นการทำ t=statistic เพื่อนการ Slope และ Intercept และอ้างอิงกับ Confidences Intervals เพื่อหา ช่วงการวัดอยู่ในช่วงของการยอมรับได้หรือไหม
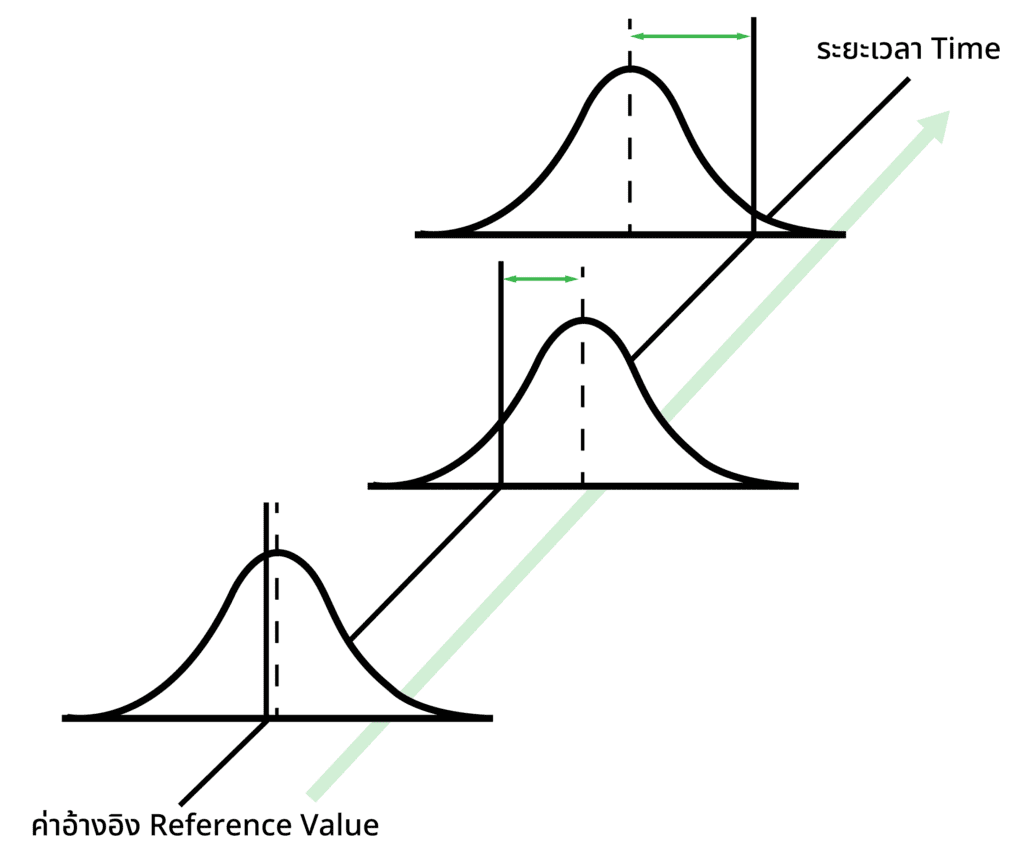
ความสเถียรภาพของการวิเคราะห์การวัดนั้นก็คือ เมื่อช่วงระยะเวลาเปลี่ยนไป ระบบการวัดยังมีความแม่นยำอยู่ไหม โดยการวิเคราะหเสถียรภาพ ของช่วงเวลาการวัด จะเกิดขึ้นก็ได้ต่อเมื่อ ทุกอย่างมีการควบคุมในสภาพที่เหมือนค่าอ้างอิง (Reference Value) เช่นไม่มีการขยับ เครื่องวัด ตัวแปรปัจจัยภายนอกต่างๆ
MSA หากเราเข้าใจคอนเซ็ปต์ อาจไม่ใช่สิ่งที่อาจทำให้เรางง แต่ด้วยความที่ MSA มีการใช้หลายๆค่า ในการวิเคราะห์แต่ละครั้ง แน่นอนมันจะส่งผลให้เกิดการ Overload ของการทำงาน ไม่ว่าจะในส่วนของคนทำกราฟ คนคีย์ข้อมูล หรือแม้แต่ฝ่ายวิเคราะห์ข้อมูล แต่หากไม่ทำ นั้นก็หมายความว่า เราก็ไม่อาจเชื่อถือและแน่ใจว่าการวัดของเราได้มาตรฐานไหม และเป็นที่มาของ Fact-M ซอฟต์แวร์ SPC ที่จะเข้ามาแก้ไขปัญหาของ Workflow และ พัฒนา Workflow ไปอีกระดับนึง

Digital marketing and Content designer of IKKI Thailand
ตลาดอุตสาหกรรม นับเป็นตลาดที่ใหญ่ที่สุดอันดับต้นๆของประเทศ และการเข้าใจตลาดของอุตสาหกรรม ในทัศนคติของตัวผมเอง ผมมองคำว่า User Experience หรือ ประสบการ์ณการใช้งานของผู้ใช้งาน เป็นหัวใจหลักของการเข้าถึงตลาดอุตสาหกรรม
ในทุกๆครั้ง คำถามมากมายที่ผมมักถามตัวเองผมเองก่อนเสมอ… สินค้าจะไปเพิ่มอะไรในโรงงาน คุณภาพการผลิตเพิ่มขึ้นไหม ระบบการทำงานจะมีการเปลี่ยนแปลงไหม ระบบการทำงานดีขึ้นไหม ผลตอบแทนที่ได้รับจากการลงทุน…
ซึ่งการตอบคำถามต่างๆเหล่านี้ อันดับแรก คือการมองเห็นศักยภาพของสินค้าของเรา หน้าที่เราจึงเป็นการที่เราจะต้องเข้าใจ ระบบการทำงานในโรงงานทั้งหมด ในสินค้าของเรา และการใช้งานของสินค้า เพื่อการมอบ User Experience ที่ยอดเยี่ยมให้กับลูกค้า