
การวัดค่าความหยาบของผิวชิ้นงาน เป็นหนึ่งในหัวใจหลักของการผลิตชิ้นงานที่การคุณภาพสูง เพราะพื้นผิวในหลายๆครั้ง เราไม่สามารถจะบอกได้ด้วยตาเปล่า หรือเพียงไปสัมผัส เพราะการที่พื้นผิวชิ้นงานมีความที่พอดีกับความต้องการ จะส่งผลถึงข้อดีที่มากขึ้น
โดยแรกเริ่ม และยังมีการใช้อยู่บ้างในแบบ Drawing คือ สัญลักษณ์ สามเหลี่ยม ที่บ่งบอก ถึงการขึ้นรูปของพื้นผิวบนชิ้นงาน โดยจำนวนของสามเหลี่ยมหมายถึง ความเรียบพื้นผิวจากหยาบถึง การขึ้นรูปพื้นผิวด้วยการขัด
| Triangular symbol | Finished surface |
| ▽ | Rough finish |
| ▽▽ | Normal finish |
| ▽▽▽ | Mirror finish |
| ▽▽▽▽ | Polish finish |
| ~ | Not specified |
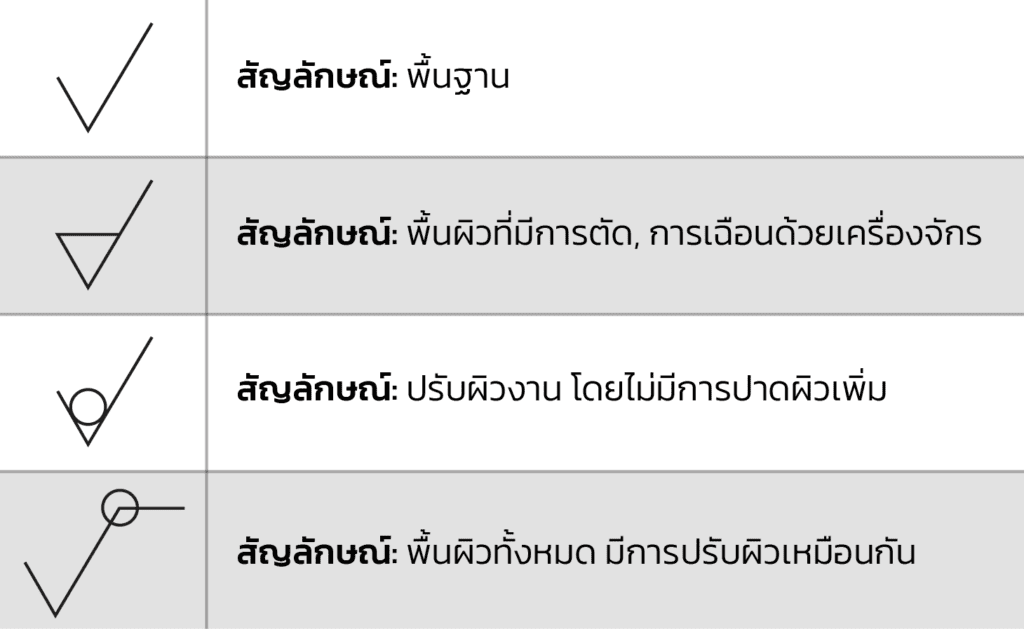
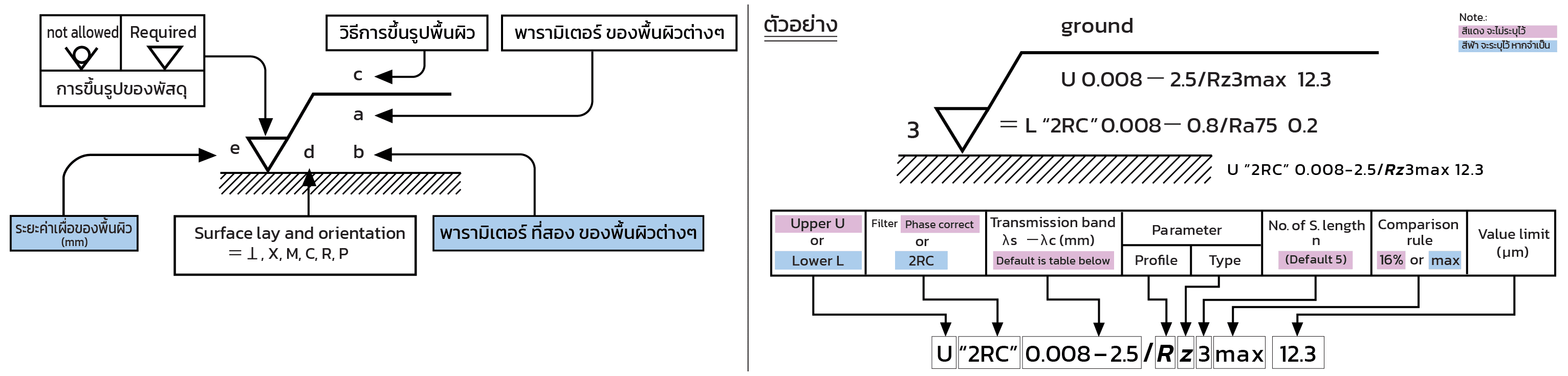
โดยสัญลักษณ์ได้มีการพัฒนา และมีความละเอียดมากขึ้น และสามารถลงรายละเอียดอื่นๆเพิ่มเติมได้ ของการขึ้นรูปพื้นผิว
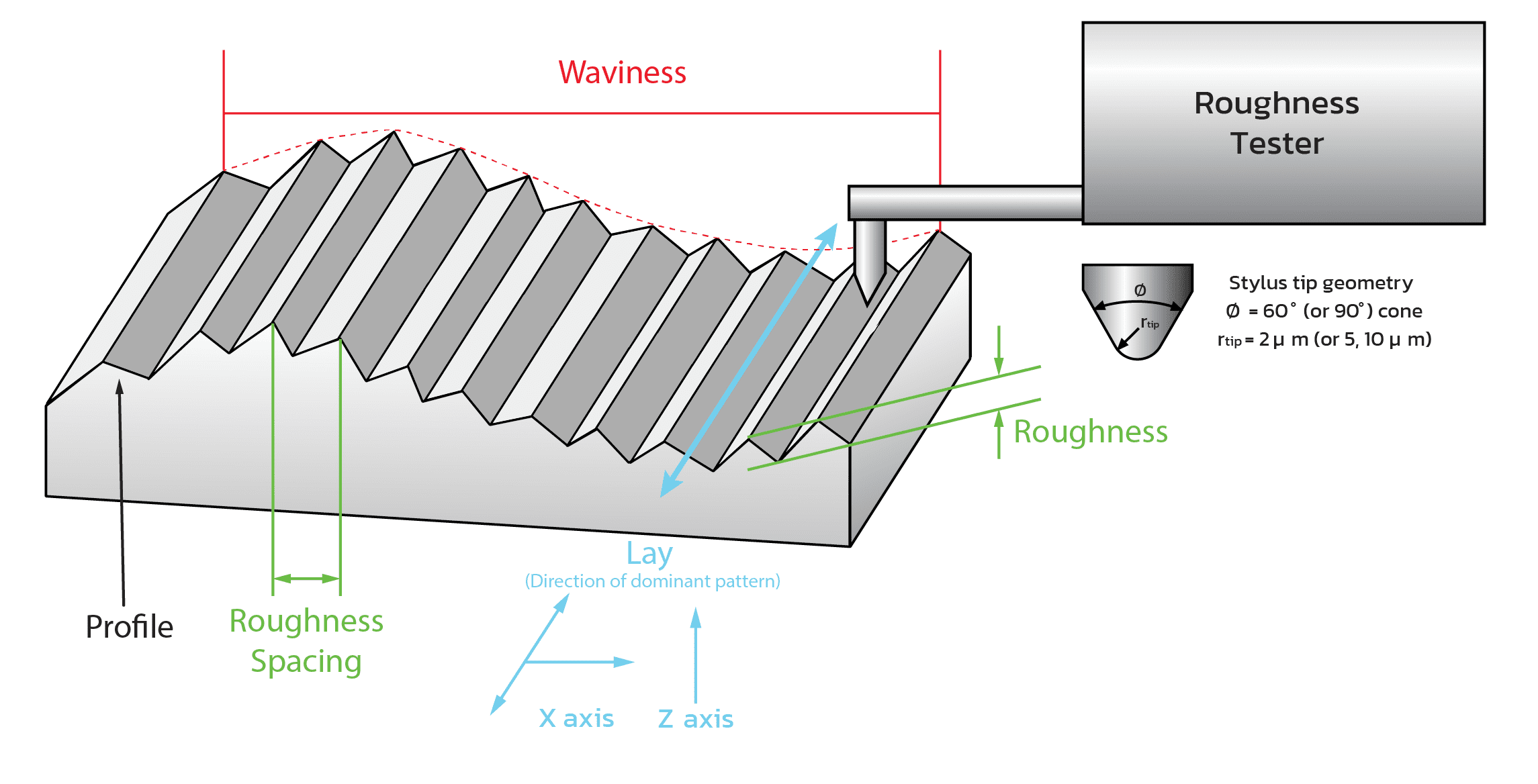
ในการวัด Surface Roughness ในแต่ละครั้งผ่าน เครื่องมือวัดความหยาบ ทั้งแบบ Skid หรือ Skidless จะมีอยู่ด้วยกันทั้งหมด 4 ปัจจัยหลักในการแสดงผลออกมา นั้นก็คือ ค่าความหยาบ (Roughness), ส่วนของโค้งของพื้นผิว (Waviness), Lay ทิศทางของการขึ้นรูปพื้นผิว และ ปัจจัยสุดท้ายคือเครื่องวัดส่วนของ Probe หรือ Stylus tip
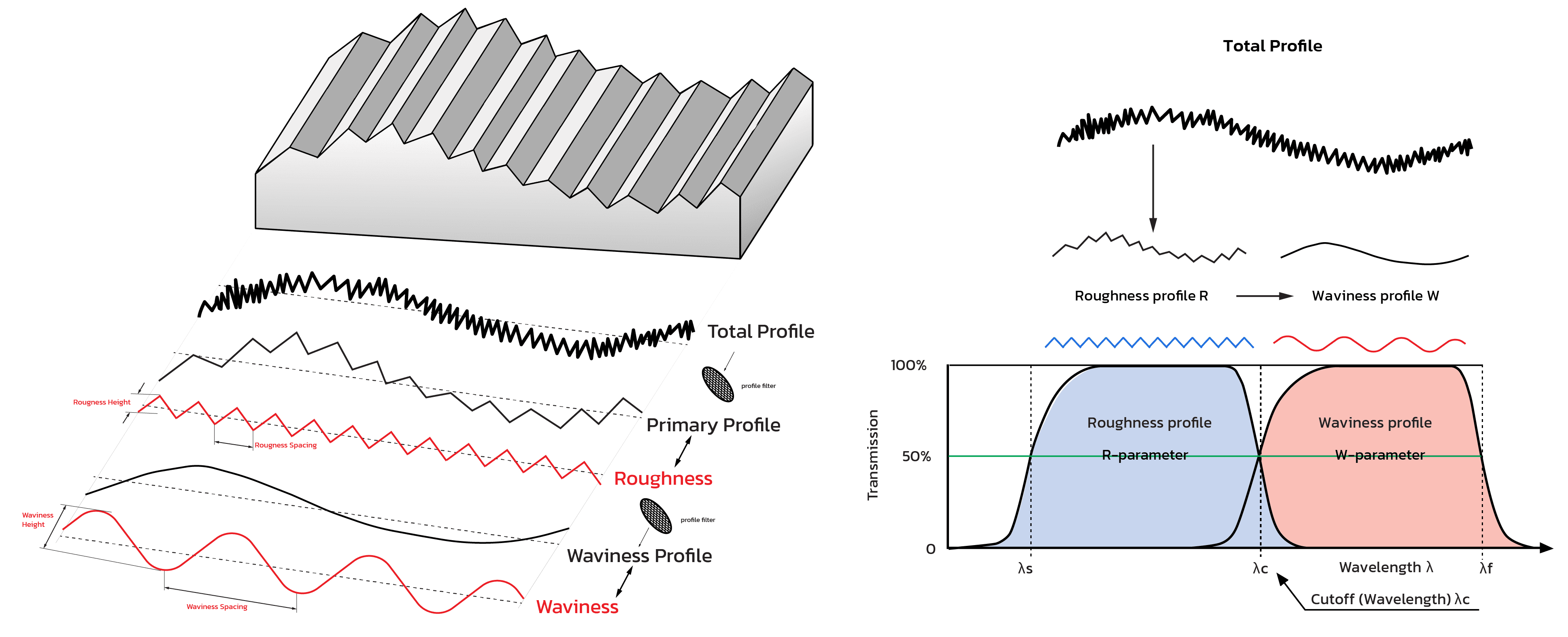
โดยค่าความหยาบที่เราได้ จากการวัดความหยาบ จะมาอยู่ในรูปของ Total Profile และเมื่อมีการกรองผ่าน Profile filter อย่างเช่น λs, λc และ λf
และ Total Profile จะถูกแปลงไปอยู่ในภาพ คลื่นของ Roughness และ Waviness ดังนั่น Roughness Profile จึงกลาย R-parameter เส้นคลื่นจะอยู่ในรูปแบบของเส้นตรงและมีค่าเฉลี่ย ค่า Mean เป็นเส้นกำกับ จุดกึ่งกลาง และส่วนของ Waviness Profile จะเกิดขึ้นด้วย การกรอง λc ที่จะตัดคลื่นสัญญาณออก(cutoff) และกลายมาเป็น W-parameter หรือรูปแบบของคลื่นสัญญาณที่บ่งบอกถึงส่วนโค้งของชิ้นงาน
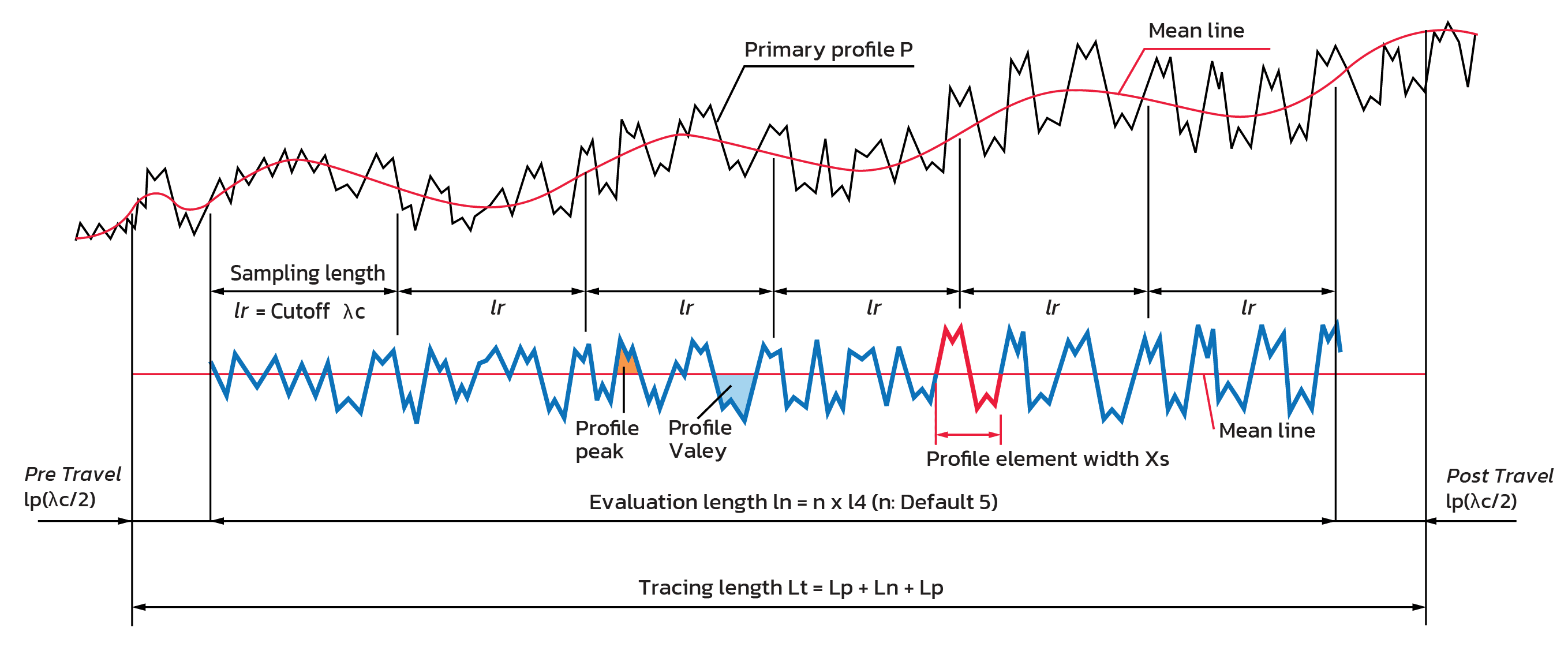
Sampling length คือระยะ ของการ Cutoff λc ที่จะถูกนำมาใช้ในการกรองตัดค่า ต่ำสุด และสูงสุด เพื่อการคำนวน และ Evaluation length คือระยะความยาวที่นำมาคำนวนค่าความหยาบ
โดยในส่วนต่างๆที่เราเห็นในรูปด้านบน เราจะสามารถนำค่าต่างๆ ส่วนต่างๆ มาคำนวนและวิเคราะห์ได้ในรูปแบบของ Parameter ที่หลากหลายให้ตรงจุดประสงค์ของการใช้งานมากขึ้น เพราะ Parameter ทั้งหมด มีไม่นับกว่า 10กว่าแบบ
R-parameter หรือ Roughness Parameter จะถูกนำมาใช่ในการระบุค่าต่างๆ ว่าส่วนนี้มาจากส่วนไหนของการวัดค่าความหยาบ (ตามมาตรฐาน EN ISO 4287)
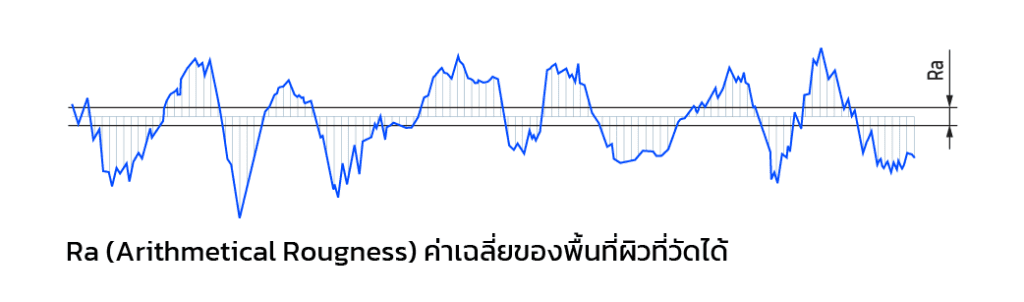
Ra – Arithmetical mean roughness value คือค่าที่แท้จริง ของค่าเบี่ยงเบน Deviation ที่มาจาก ค่าเฉลี่ย ของ Mean line ของ Roughness Profile
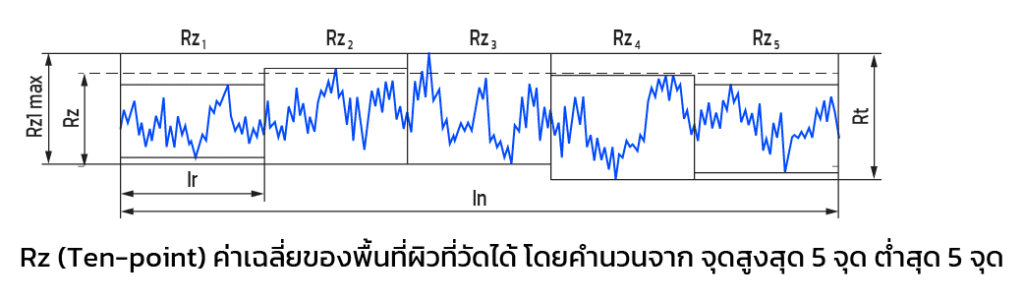
Rzi – Greatest height of the roughness profile คือผลรวมของค่าทั้งหมดของ จุดสูงสุด และจุดต่ำสุดของ Profile valley ที่สอดคล้องกับ เส้นค่าเฉลี่ย
Rz1max – maximum roughness depth คือ 5 จุดที่ใหญ่ที่สุดของ ค่า Rz
Rz – mean roughness depth คือค่าเฉลี่ยน 5 จุดของ Rzi ที่ได้มาจากส่วยของ Sampling length lr
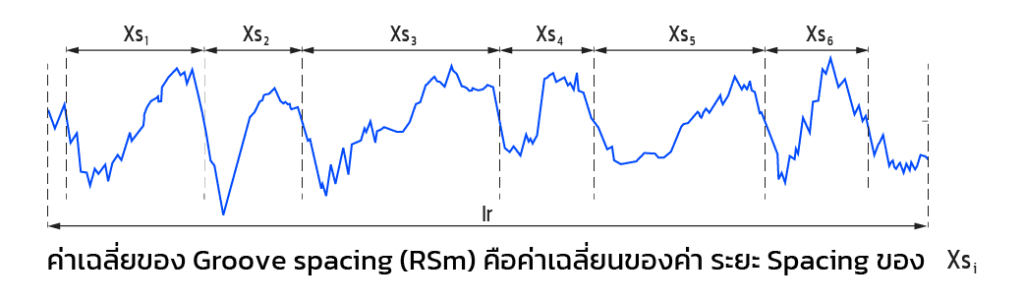
RSm – mean peak width คือค่าเฉลี่ยของความกว้างของ Profile element (อธิบายเพิ่มเติมด้านล่าง) โดยจะคำนวนจาก ความสูงแนวตั้งแนว แนวนอนที่กำหนดไว้
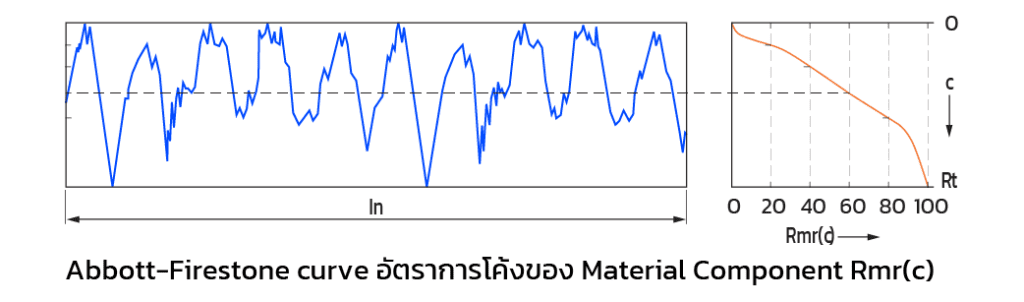
Rmr(c) – Material component of the profile คือ อัตราการโค้งเป็น % จากการตัดความสูงที่กำหนดไว้ในจุด C ด้วยหลักการของ Abbott-Firestone curve
Rt – Total Height of roughness profile คือค่าความต่างระหว่างความสูงของจุดนึงที่สูงสุด และจุดที่ต่ำสุด
** a b c d e ที่เราเขียนไว้ อาจแตกต่างกันในเรื่องของอันดับการเรียง แต่ความหมายเหมือนกันนะครับ
และแน่นอนความหยาบไม่ได้มีแต่ข้อเสีย เหมือนคำของมันเอง เพราะความหยาบก็มีข้อดีด้วยเช่นหากอยู่ในระดับที่พอดี และความหยาบบางครั้ง เราก็มีการพูดถึงความหยาดที่เป็น ความหยาบที่ละเอียดด้วยเช่นกัน

Digital marketing and Content designer of IKKI Thailand
ตลาดอุตสาหกรรม นับเป็นตลาดที่ใหญ่ที่สุดอันดับต้นๆของประเทศ และการเข้าใจตลาดของอุตสาหกรรม ในทัศนคติของตัวผมเอง ผมมองคำว่า User Experience หรือ ประสบการ์ณการใช้งานของผู้ใช้งาน เป็นหัวใจหลักของการเข้าถึงตลาดอุตสาหกรรม
ในทุกๆครั้ง คำถามมากมายที่ผมมักถามตัวผมเองก่อนเสมอ… สินค้าจะไปเพิ่มอะไรในโรงงาน คุณภาพการผลิตเพิ่มขึ้นไหม ระบบการทำงานจะมีการเปลี่ยนแปลงไหม ระบบการทำงานดีขึ้นไหม ผลตอบแทนที่ได้รับจากการลงทุน…
ซึ่งการตอบคำถามต่างๆเหล่านี้ อันดับแรก คือการมองเห็นศักยภาพของสินค้าของเรา หน้าที่เราจึงเป็นการที่เราจะต้องเข้าใจ ระบบการทำงานในโรงงานทั้งหมด ในสินค้าของเรา และการใช้งานของสินค้า เพื่อการมอบ User Experience ที่ยอดเยี่ยมให้กับลูกค้า