
หน้าที่ของ Control Chart หรือ แผนภูมิควบคุม ไม่ได้มีความหมายตามชื่อของมัน แต่ถ้าเรียกให้ถูก Control Chart คือแผนภูมิใช้ในการควบคุมกระบวนการต่างๆ ในเนื้อหานี้คือการใช้แผนภูมิในงานอุตสาหกรรมการผลิตต่างๆ
และจุดประสงค์ของแผนภูมินั้นก็เพื่อการทราบถึง ข้อผิดพลาดหรือความผิดปกติ ในการผลิด เช่นการ ผลิตออกมาและทำการวัด ได้ขนาดที่ไม่อยู่ในเกณฑ์มาตรฐาน และนอกจากนี้ แผนภูมิควบคุมยังมีการใช้ ในการบงชี้ถึงข้อผิดพลาดต่างๆ หรือจุดที่ควรเฝ้าระวัง หรือแม้แต่การวางแผนผลิตแบบใหม่ เพื่อลดต้นทุนต่างๆได้อีกด้วย ที่เราจะพูดถึงในส่วนของ Run Rules (The eight Nelson rules)
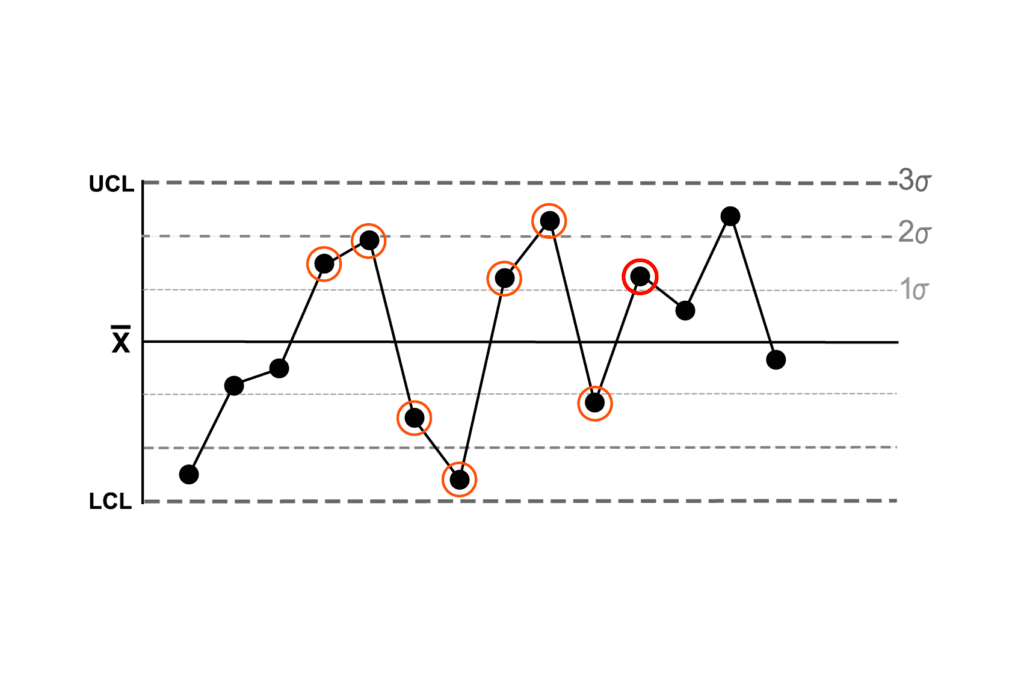
Control Chart >>> ประกอบด้วย ค่ากำกับ UCL ค่ามากสุดที่รับได้ LCL ค่าต่ำที่สุดที่รับ และ Xbar ( x̄ ) ที่หมายถึงค่าเฉลี่ย โดยแต่ละขั้นของระยะ มักถูกแบ่งด้วย Sigma ( σ )หรือ Standard Deviation หรือ ค่าเบี่ยงเบน
และแต่ละจุด ที่ทำการจุดไปนั้นคือค่า ที่ได้จากการวัด หรือ สามารถประยุค์ใช้ได้กับค่า OK NG เช่นเดียวกัน
Control Chart จะทำหน้าที่ในการ บอกตำแหน่ง หรือ ค่าของการวัดแต่ละครั้งว่าอยู่ในระยะที่กำหนดหรือไหม กราฟมีการขึ้นลง, การผลิตมีปัญหาไหม ซึ่งโดยส่วนมากเรามักจะอ้างอิงจาก สัญญาณความผิดปกติ (Special Cause Variation) จาก Nelson Rules ด้วยกันอยู่ 8 ข้อ โดยใน 8 ข้อจะแบ่งออกเป็นประเภทของกราฟแผนภูมิ แต่ละประเภท และสัญญาณที่พึงระวังในกระบวนการผลิต

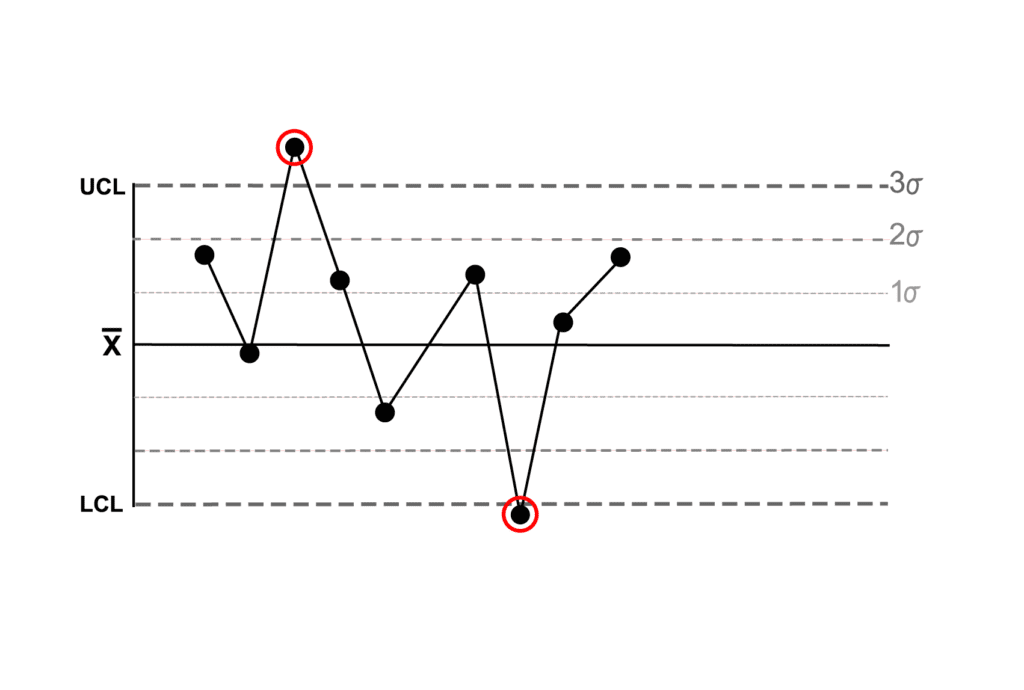
จุดใดจุดหนึ่งที่มากกว่า 3 σ จากเส้นกลาง
9 จุดหรือมากกว่า ต่อเนื่องกันในฝั่งใดฝั่งนึง ของค่าที่มากกว่าหรือน้อยกว่า จากเส้นกลาง

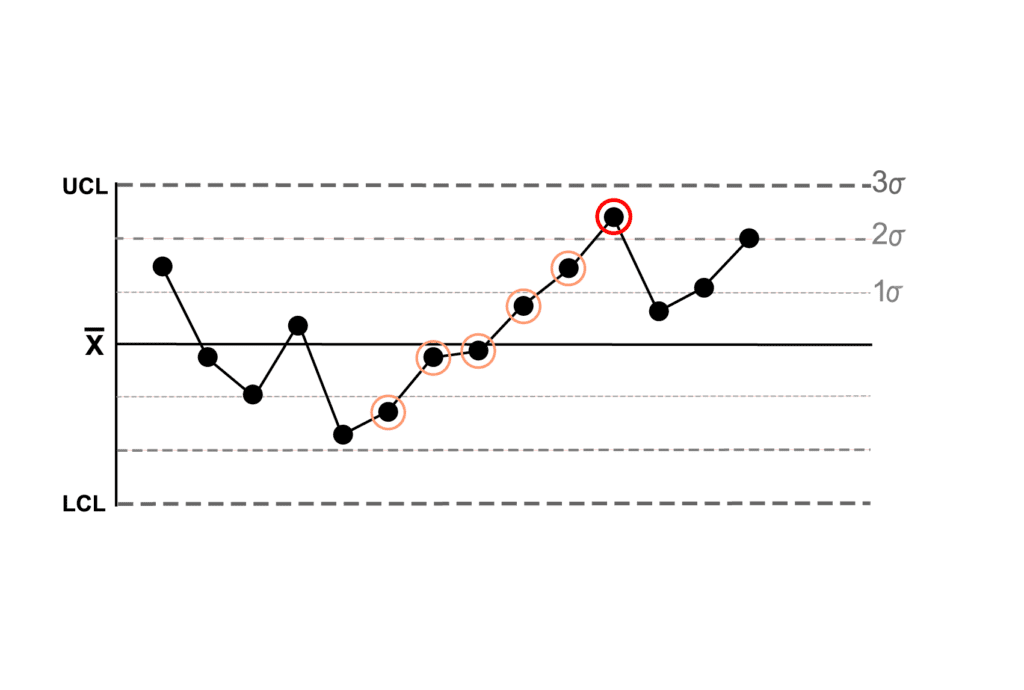
6 จุดที่มีการเพิ่มหรือลด อย่างต่อเนื่อง
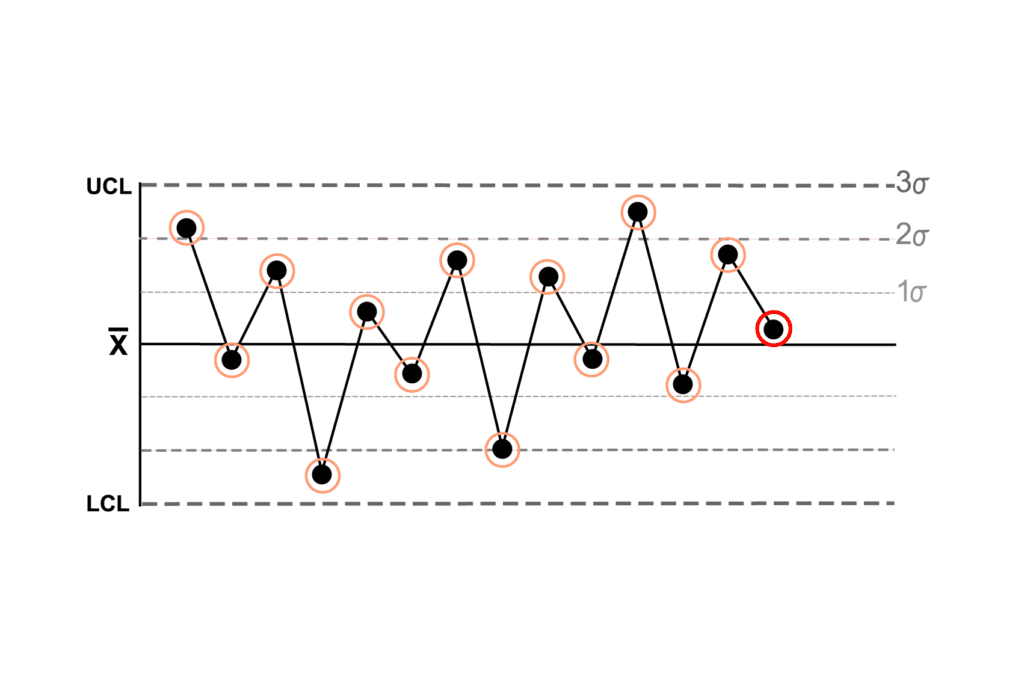
14 จุดหรือมากกว่าที่มีการขึ้นลงของค่า (สลับขึ้นลง)
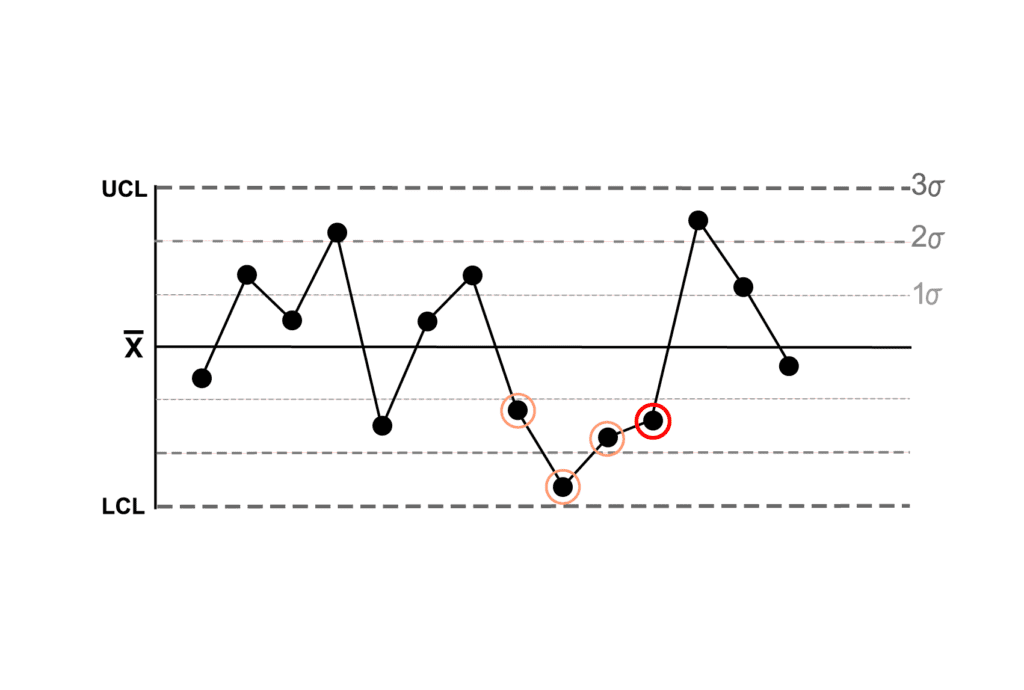
2-3 จุด จาก 3 จุดที่ต่อเนื่องกัน มากกว่าหรือน้อยกว่า 2, -2 σ (ในโซนเดียวกัน)

4-5จุด ใน 5 จุดที่ต่อเนื่องกัน หรือห่างจากเส้นกลาง มากกว่า 1 σ หรือน้อยกว่า -2 σ
15 จุดต่อเนื่องกัน และอยู่ในโซนของ ± 1 σ จากเส้นกลาง

8 จุดต่อเนื่องที่ไม่ได้อยู่ใน ± 1 σ
และนี้คือ หนึ่งใน SPC Control Chart ซึ่งเจ้าหน้าที่เองที่ทำงานในสายงานของ QC อาจจะต้อง จุดกันจนมือหงิกหากไม่มีซอฟต์แวร์มาเป็นตัวช่วย ซึ่งซอฟต์แวร์ SPC สำหรับอุตสาหกรรม ที่ทางเราพัฒนาจะเข้ามาแก้ไขปัญหา ให้การทำ Chart และการนำข้อมูลเข้าสู่ระบบง่ายเหมือนปลายนิ้วสัมผัส

Digital marketing and Content designer of IKKI Thailand
ตลาดอุตสาหกรรม นับเป็นตลาดที่ใหญ่ที่สุดอันดับต้นๆของประเทศ และการเข้าใจตลาดของอุตสาหกรรม ในทัศนคติของตัวผมเอง ผมมองคำว่า User Experience หรือ ประสบการ์ณการใช้งานของผู้ใช้งาน เป็นหัวใจหลักของการเข้าถึงตลาดอุตสาหกรรม
ในทุกๆครั้ง คำถามมากมายที่ผมมักถามตัวผมเองก่อนเสมอ… สินค้าจะไปเพิ่มอะไรในโรงงาน คุณภาพการผลิตเพิ่มขึ้นไหม ระบบการทำงานจะมีการเปลี่ยนแปลงไหม ระบบการทำงานดีขึ้นไหม ผลตอบแทนที่ได้รับจากการลงทุน…
ซึ่งการตอบคำถามต่างๆเหล่านี้ อันดับแรก คือการมองเห็นศักยภาพของสินค้าของเรา หน้าที่เราจึงเป็นการที่เราจะต้องเข้าใจ ระบบการทำงานในโรงงานทั้งหมด ในสินค้าของเรา และการใช้งานของสินค้า เพื่อการมอบ User Experience ที่ยอดเยี่ยมให้กับลูกค้า